
見積もりを取得する

+86-18862679789


admin@evertopest.com

回転方向が異なると押出性能は異なりますか?
材料混合加工においては、二軸押出機の性能が材料混合効果、生産効率、最終製品の品質に直接影響します。二軸押出機はスクリューの回転方向により同方向回転二軸押出機と逆回転二軸押出機に分けられ、両者の主な違いはスクリューの回転方向にあります。単なる回転方向の違いに見えますが、処理特性、混合能力、製品の互換性において、両者の間には大きな違いが生じます。
同方向回転二軸スクリューと逆回転二軸スクリューの主な違いは、スクリューの相互作用プロセスにあります。
• 同時回転二軸スクリューの 2 本のねじ山が材料を押すと、それらの推力が重なり合います。
• 二重反転二軸ネジの 2 本の糸条が材料を押すと、その推力が互いに打ち消し合います。
これにより、同方向回転二軸スクリューと逆回転二軸スクリューの基本的な動作原理と性能特性が決まります。
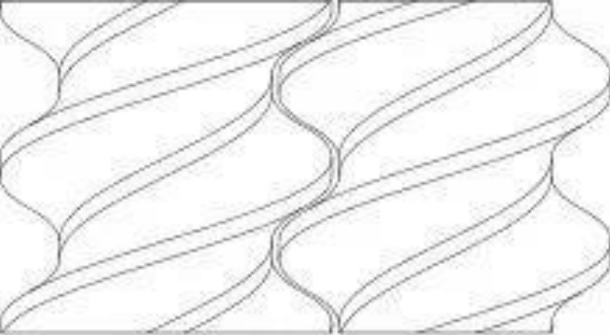
図4 共回転二軸スクリューのはめ込み
同時回転二軸ネジの嵌合モードを図 4 に示します。同時回転二軸ネジの 2 つのネジは同じ方向に回転し、ネジ山は両方とも右巻きです。材料搬送方向の決定はシングルスクリューと同様です。
逆回転二軸ねじの嵌合モードを図 5 に示します。逆回転二軸ねじの 2 本のねじは逆方向に回転し、2 本のねじのねじ山も逆方向に回転します。 2 本のネジは外側に回転します。つまり、押出方向に沿って、右側が時計回りに回転する左ネジ、左側が反時計回りに回転する右ネジになります。
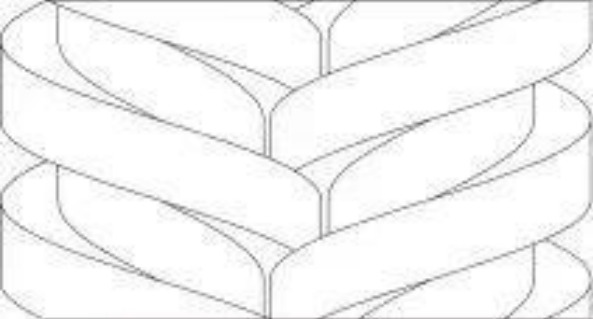
図 5 逆回転二軸ねじのはめ込み
シミュレーション実験結果の解析
物理分野
1
圧力場
気圧雲マップ (図 6) と気圧変化曲線 (図 7) から分かるように:
共回転二軸押出プロセスでは、流路内の圧力が変動します。共回転二軸ねじ嵌合後の構造(図4)を参照すると、圧力変動がねじ山の位置に応じて上下に変動していることがわかります。これは、ねじ山はねじ面の突出した部分であり、押出材はねじ山を通過する際により強い押出力とせん断力を受けるため、ねじ山の位置での圧力が比較的高くなることが多いためです。
二重反転二軸押出では、ランナー内の圧力が押出方向に沿って最初に増加し、その後減少し、中間位置で局所的な高圧が発生します。逆回転二軸スクリューフィットの構造 (図 5) を参照すると、押出方向の中央に沿った噛み合い点で局所的な高圧が発生することがわかります。これは、2 つのスクリューが逆方向に回転し、押出プロセス中に材料の流れが不均一になるかブロックされ、それが中間位置に蓄積してチャネル内に局所的な高圧が形成されるためです。
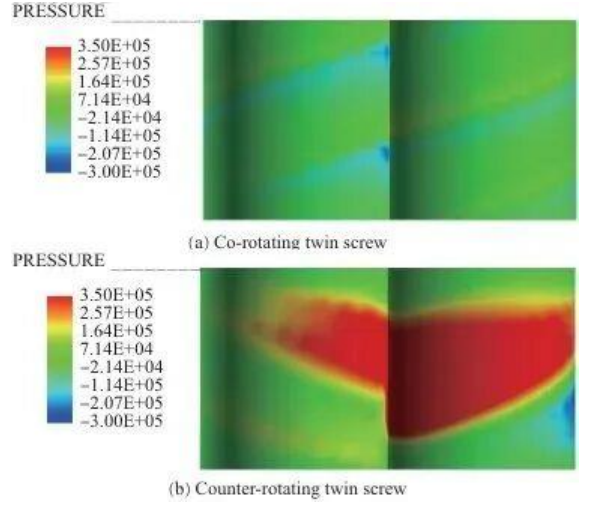
図 6 押出プロセス中のランナー内の圧力雲図
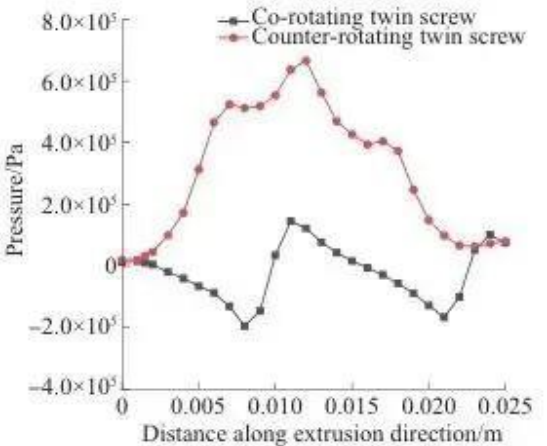
図7 圧力変化曲線
2
せん断速度フィールド
せん断速度雲 (図 8) とせん断速度変化曲線 (図 9) から分かるように:
同方向回転二軸押出と逆回転二軸押出の両方で、せん断速度はスクリュー山部で高く、スクリュー溝で低くなります。この現象は、狭い隙間では材料の流れが速く、スクリュー溝とバレル内壁の隙間が小さいためせん断速度が大きく、スクリュー溝とバレル内壁の隙間が大きいためせん断速度が低くなることが原因です。
逆回転二軸スクリューの局所的な高いせん断速度は漏れによって引き起こされます。
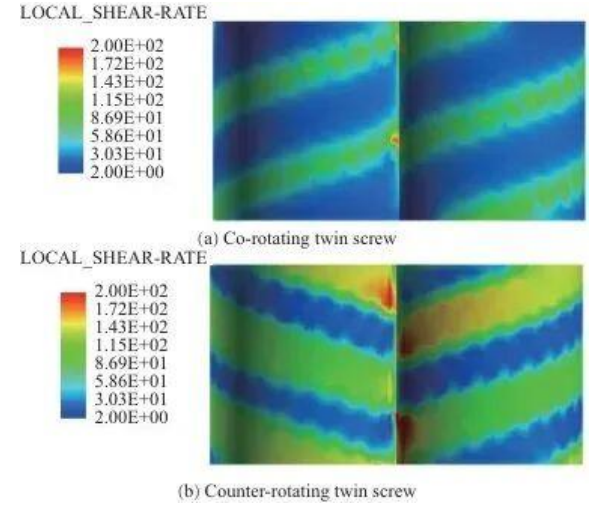
図8 押出時のせん断速度の雲
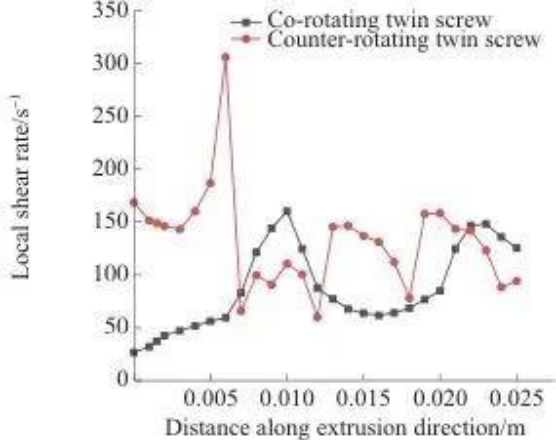
図9 せん断速度変化曲線
混合は主に分配混合と分散混合に分けられます。
分散混合は、材料の分配プロセスを説明するために使用されます。このプロセスでは、材料はスクリュー ローターの押しによって常に再配置され、方向付けられます。
分散混合は、材料粒子が絶えず引き伸ばされ、せん断されることで材料のサイズが変化するプロセスを説明するために使用されます。トレーサー粒子法を使用して、滞留時間、分布指数、分離スケール、最大せん断応力分布などの軌道パラメータに関する数学的統計を実行し、同方向回転二軸スクリューと逆回転二軸スクリューの混合性能の違いを分析しました。
軸方向の混合性能
滞留時間分布は、スクリューエレメントの軸方向の混合性能を測定するための重要な指標です。二軸押出機における材料の滞留時間の分布を、累積滞留時間分布関数と滞留時間分布関数の 2 つの形式で表し、それぞれ確率関数と確率密度関数で表されます。
1 累積滞留時間分布
累積滞留時間分布曲線 (図 10) は、押出機内の流体または材料の滞留時間の累積確率分布を表します。
図 10 に示すように、共回転二軸スクリューでは、トレーサー粒子が最初にランナーから出る時間は 1.00 秒、完全にランナーから出る時間は 54.82 秒、滞留時間分布の幅は 53.82 秒です。
逆回転二軸スクリューでは、トレーサー粒子が最初にチャネルから流出するまでの時間は 1.48 秒、完全にチャネルから流出するまでの時間は 59.80 秒、滞留時間分布の幅は 58.32 秒です。
共回転二軸スクリューの累積滞留時間分布曲線は、共回転二軸スクリューの累積滞留時間を上回っており、より高い曲線は、特定の瞬間により多くの粒子がチャネルから流出していることを示します。
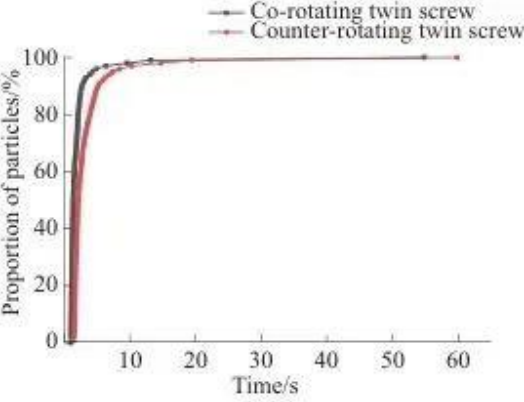
図 10 累積滞留時間の分布
2 滞留時間の分布
滞留時間確率密度分布曲線は、さまざまな期間にわたる押出機内の材料の滞留時間の確率分布を表します。確率密度が高いほど、その期間中に材料が滞留する確率が高いことを意味し、確率密度が低いほど、滞留時間が比較的短いことを示します。滞留時間分布の確率密度関数 (図 11) から、次のことがわかります。
共回転二軸スクリューでは、粒子の大部分は 1.00 ~ 1.99 秒に集中し、逆回転二軸スクリューでは、粒子の大部分は 1.48 ~ 2.97 秒に集中します。同時回転二軸スクリューの対応する曲線はさらに左にあり、ピークはより高く、これは、同時回転二軸スクリューの搬送能力がより強いことを示しています。この現象の理由は、共回転二軸押出プロセス中に、材料がスクリューによって「∞」の形の経路に沿って強制的に輸送されるためであると考えられます。
逆回転二軸押出では、材料が「C」字型に移動し、C 字型チャンバー内で混合と反応が繰り返し行われるため、滞留時間が延長されます。
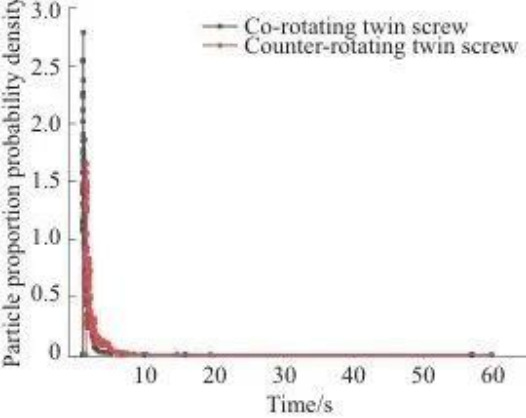
図 11 滞留時間の分布
分散混合パフォーマンス
1 分布指数
分布指数は、押出された材料のレオロジー特性と流動挙動を表します。分布指数曲線 (図 12) から、逆回転二軸スクリューの分布均一性が同方向回転二軸スクリューの分布均一性よりも優れていることがわかります。
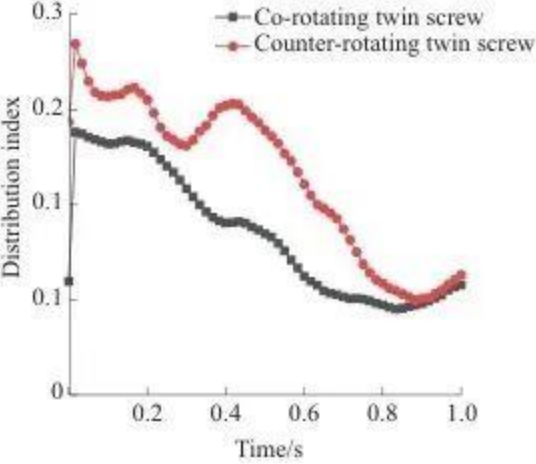
図 12 分布指数
2 分離スケール
分離スケールは、分散混合プロセスを特徴づけます。図 13 に分離スケール曲線を示します。初期の時点では、2 つの粒子は入口の両側にあるため、分離スケール値は大きくなります。時間が経過すると、スクリュー混合効果により分離スケールが減少し、曲線が低下し、表面粒子の分布混合の程度が徐々に深くなり、流動プロセス中の粒子の凝集に起因するプロセス中に変動現象が発生します。
同方向回転二軸スクリューの分離スケール曲線は、常に逆回転二軸スクリューの分離スケール曲線を下回っており、分布がより均一であることを示しています。
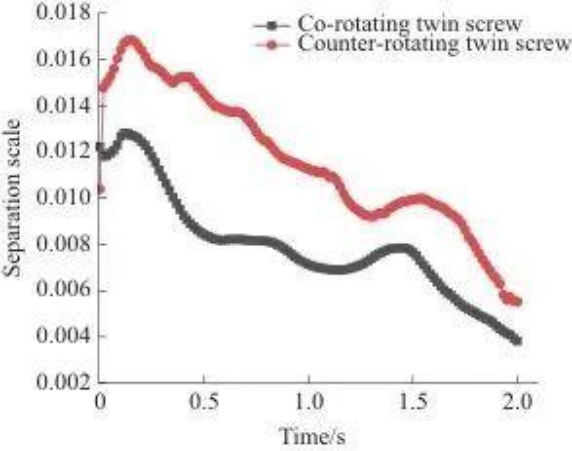
図 13 分離スケール
共回転二軸押出では、2 つのスクリューが同じ方向に回転し、噛み合い点で強力なせん断効果を形成し、スクリュー間で材料が複数回交換されるため、均一な分布混合が達成されます。
逆回転二軸押出では、材料の大部分が C 型チャンバー内に保持され、隙間から流出する材料はほんの少量で、せん断と延伸が行われます。シール性が良いため、ランナー内での材料の不規則な流れが軽減され、混合物の均一性も低下します。
分散・混合性能
分散および混合プロセスは粒子サイズが減少し続けるプロセスであり、材料粒子が受けるせん断力と引張力がこのプロセスで重要な役割を果たします。
トレーサー粒子が受ける最大せん断応力は、二軸押出プロセス中にトレーサー粒子が受けるせん断プロセスを示します。高せん断を受けるトレーサー粒子の割合が大きいほど、スクリューの分散効果は高くなります。
図 14 に最大せん断応力確率曲線を示します。図 14 からわかるように、逆回転二軸スクリューに対応する曲線は、同方向回転二軸スクリューの曲線よりも上にあります。
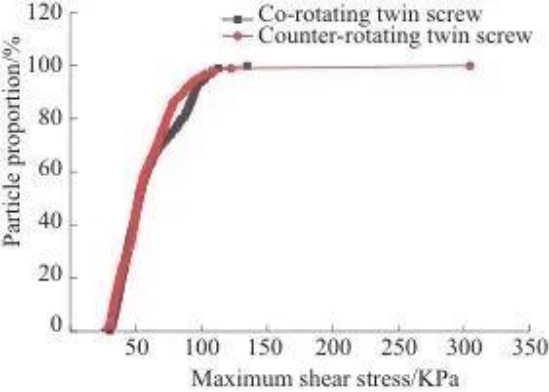
図 14 最大せん断応力確率
図 15 に最大せん断応力確率密度曲線を示します。図 15 から、粒子が耐える最大せん断応力は曲線の突起の頂点に集中していることがわかります。
2 つの曲線の特徴は、逆回転二軸スクリューが共回転二軸スクリューよりも強力な分散能力を持ち、より強いせん断効果と引張効果を提供できることを示しています。
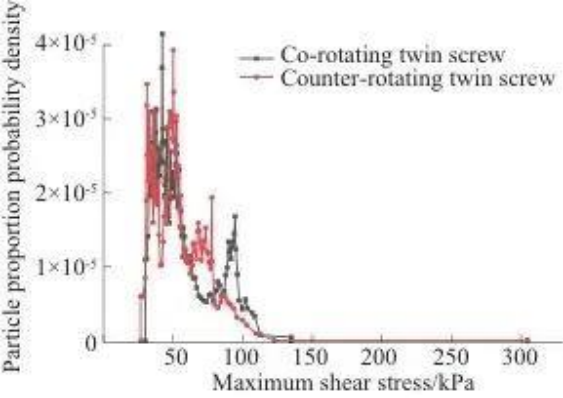
図 15 最大せん断応力確率密度
実験結果の分析
引張衝撃試験解析
図 17 と 18 は、それぞれ引張試験データと衝撃試験データを示しています。
同方向回転二軸押出によって押出された材料スプラインの引張強度および引張破断ひずみは、逆回転二軸押出によって押出されたものよりわずかに高かった。
逆スクリュー押出によって押出された材料スプラインの衝撃エネルギー吸収と衝撃強度は、共軸スクリュー押出によって押出されたものよりわずかに高くなります。
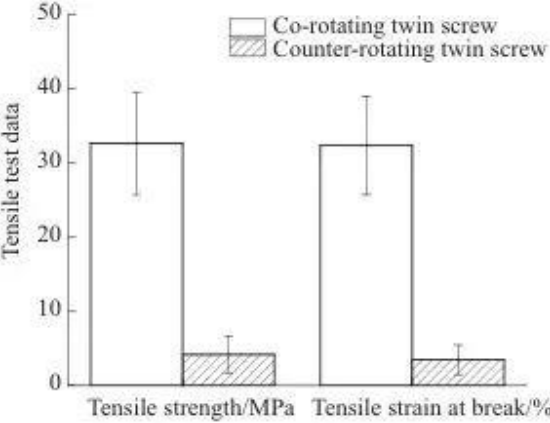
図17 引張試験データ
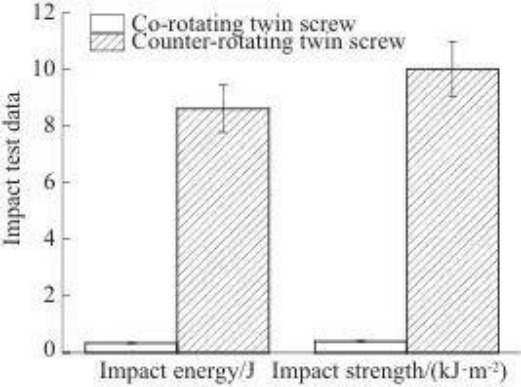
図18 衝撃試験データ
レオロジー試験結果
ポリマーのレオロジー特性は通常、貯蔵弾性率 (G')、損失弾性率 (G')、および複合粘度 (η*) に反映されます。貯蔵弾性率は材料の弾性を反映し、損失弾性率は材料の粘度を反映し、複合粘度は分子量を反映します。ポリマー溶融物の流動性は、分子鎖セグメントの移動能力に依存します。スクリュー押出により PLA の分子構造が変化し、分子鎖が切断され、粘度が低下します。
図 19 は、角周波数に対する複合粘度 η * の曲線を示しています。図 19 から、角周波数の増加とともに η * が減少することがわかります。
構造の違いにより、二重反転二軸スクリューはより強力な分散および混合能力を持ち、分子鎖がより完全に破壊されます。したがって、逆回転二軸スクリューによって押出される材料のη * は、同方向回転二軸スクリューのη * よりも低くなります。
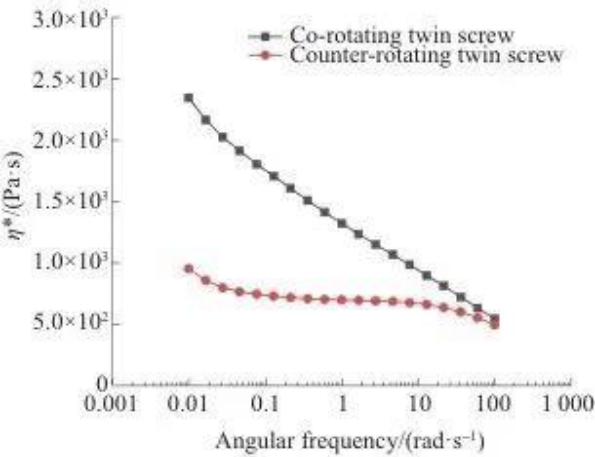
図 19 の曲線 η * 角周波数あり
概要
共回転二軸押出機の利点:
• 流れ場 (特に圧力) は比較的安定しています。
・極めて強力な分散混合能力、材料分散の均一性が高い。
• 短い材料滞留時間と高い搬送効率により、熱に弱い材料の処理が容易になり、熱劣化のリスクが軽減されます。
• 押出成形品は引張特性が優れています。
二重反転二軸押出機の利点:
• より強力な圧力構築能力 (ただし、局所的に高圧になる可能性があるので注意してください)。
• より強力なせん断力、優れた分散および混合能力。より強力なストレッチ効果が得られます。
• 滞留時間が長く、材料が広範囲に分布するため、十分な反応時間または混合時間を必要とするプロセスに適しています。
• 押出成形品は衝撃強度が高く、溶融粘度が低くなります (分子鎖がより完全に切断されます)。
アン アルミハニカムコアマシン 信頼できる産業用ハニカムコア機械サプライヤーからの製品は、通常の動作条件下で通常 10 ~ 20 年間持続します。 — 切断刃や圧延機などの重要な摩耗コンポーネントは、10 年以上故障率 1% 未満と評価されています。ただし、この寿命は一定ではありません。毎日のメンテナンス規律、原材料の品質、運用強度、元のハニカム製造装置の技術基準に直接依存します。ハニカムコア生産ラインへの投資を評価する調達チームや生産管理者にとって、機械の寿命を左右する要因を理解することは、初...
View More正しい選択 アルミハニカムパネルの製造 このラインでは、ターゲット パネルの仕様、必要な出力容量、施設の技術インフラストラクチャという 3 つの主要な変数を一致させる必要があります。 これらのいずれか 1 つを間違えると、日常の運用でパフォーマンスが低下するか、市場の要求を超えて仕様が過剰な機器を購入する危険が生じます。どちらのシナリオも投資収益率を損ないます。このガイドでは、建材業界の実際の生産データとアプリケーション ベンチマークに裏付けられた、原材料の互換性から自動化レベルに至るまで、あら...
View Moreはい - ほとんどの構造、防火、長期耐久性の用途において、 波形複合パネルは標準のアルミニウム複合パネル (ACP) よりも優れた性能を発揮します 。違いはコアにあります。波形アルミニウムサンドイッチ構造は、標準的な ACP で使用される従来のポリエチレンまたは鉱物充填コアよりも劇的に高い強度重量比、本質的に優れた耐火性、およびより剛性の高い接着層を提供します。評価を検討している建築家、開発者、外装請負業者向け カーテンウォール複合パネル または 外装外装パネルライン ...
View More3D アルミニウムコアパネルが高強度の建築および輸送部門を支配 の 3Dアルミコア複合パネル生産ライン は、次の 3 つの業界に最も広範囲にサービスを提供しています。 建築ファサードエンジニアリング (市場シェア47%) , 輸送製造業 (29%) 、そして クリーンルーム/プレハブ建設 (18%) 。従来のハニカム構造とは異なり、 アルミニウムコアとハニカ...
View More
中国江蘇省張家港市京港町江華路丹上村産業集積地

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
著作権 © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. 著作権はすべて留保されています. カスタム複合パネル生産ラインメーカー






